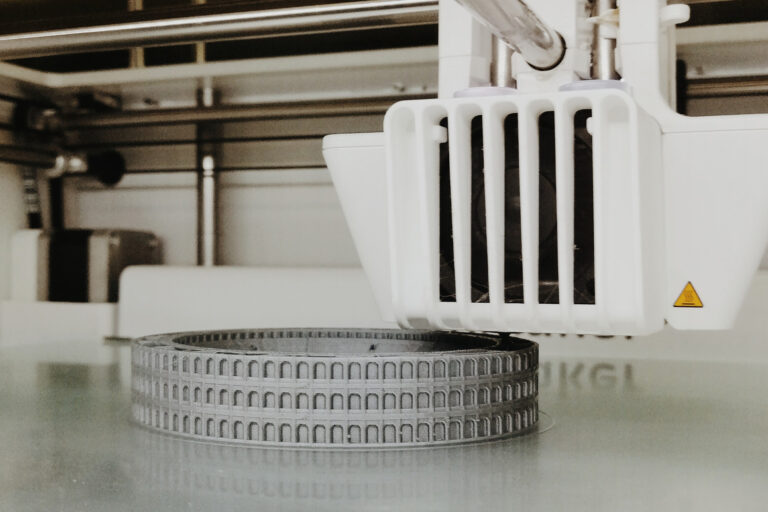
(FDM) Fused Deposition Modeling
Mit dem Fused Deposition Modeling können stabile und haltbare Bauteile hergestellt werden, die sich durch ihre gute Steifigkeit auszeichnen. Die Oberfläche ist unbearbeitet eher grob.
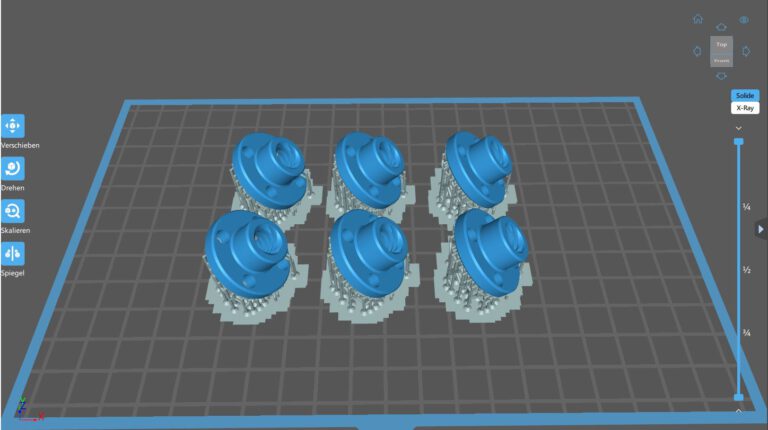
(SLS) Lasersintern
Das SLS-Verfahren ist besonders für Prototypen, Serien und Ersatzteile sowie Bauteile in hoher Stabilität geeignet. Die Bauteile können nachträglich in vielen Farben eingefärbt werden.
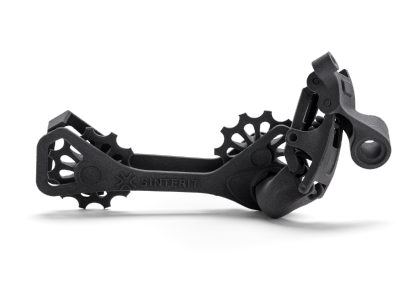
(FDM) CFF
Endlosfaserverstärkte Bauteile bestehen aus zwei Materialien und sind unglaublich stark und vielseitig. Dieses einzigartiges Herstellungsverfahren ermöglicht es Ihnen, Bauteile zu drucken, die viel steifer und fester sind als typische 3D gedruckte Bauteile.
(SLA) Stereolithografie
Beim Stereolithografie-Verfahren können sehr präzise und filigrane 3D-Druck Modelle hergestellt werden. Die Bauteile zeichnen sich durch ihre sehr glatte Oberfläche aus.